HYDieCasting


Die casting is a metal casting process that involves feeding molten nonferrous alloys into dies under high pressure and at high speed to create molded products rapidly. The primary materials used in die casting are aluminum alloy and zinc alloy. Manufacturing parts through the die-casting process offers several benefits. Production is fast, making it ideal for high and very high-volume production runs. Modern manufacturing processes can produce parts with close tolerances, net or near-net shape, and suitable material properties.
There are two basic types of die-casting machines: hot chamber machines and cold chamber machines. The machines used for hot-chamber die casting are also called gooseneck machines for low-melting point metals like zinc. Cold-chamber die-casting machines, such as aluminum ones, are used for alloys with high melting temperatures.
Used for low-melting alloys, including zinc and some magnesium alloys, due to its non-corrosive properties towards metal pots, cylinders, and plungers.
Learn More>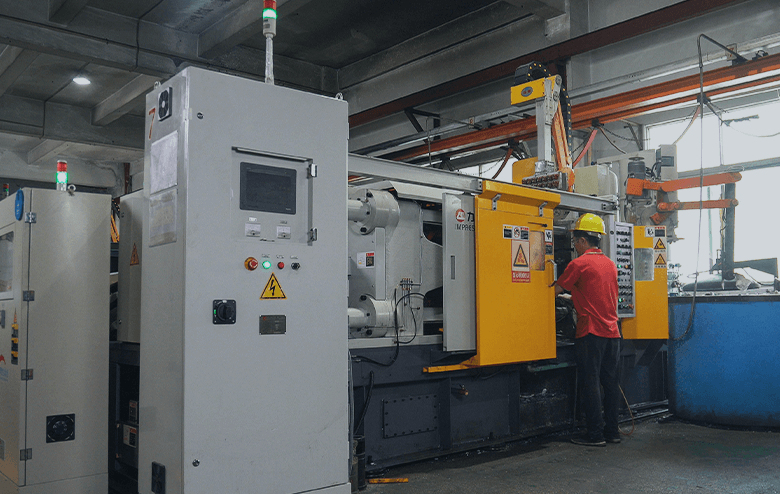
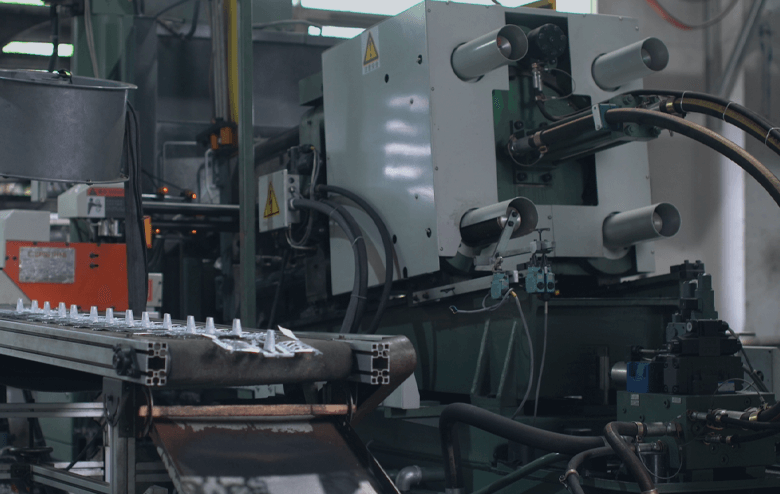
Cold chamber die casting is a manufacturing process where molten metal is ladled into a cold chamber for each shot. The metal is then hydraulically injected into the die, allowing for the production of high-quality, precision parts. This method is particularly suitable for alloys with high melting points, such as aluminum and magnesium alloys.
Learn More>Place the metal raw material into the furnace and heat it to a sufficiently high temperature to melt it into liquid metal. At the same time, ensure that the injection cylinder plunger and nozzle are also heated to maintain the metal in a liquid state.
When the metal is melted and the mold reaches the appropriate temperature, the die casting machine begins to work. Push the injection cylinder plunger into the furnace to allow the molten metal in the plunger to enter the injection cylinder. In this process, the metal remains in a liquid state.
The injection cylinder plunger retracts, while the press mechanism piston on the die-casting machine moves downward, semi-closing the mold. The liquid metal enters the mold cavity through the nozzle, filling the entire mold cavity.
After the metal is completely filled, the press mechanism piston moves upward, completely closing the mold. Simultaneously, the die-casting mechanism on the die-casting machine applies high pressure to the mold, allowing the metal material to solidify while in a liquid state.
Maintain high pressure for a certain period, allowing the metal material to cool and solidify fully. The cooling time can be adjusted according to the requirements of the product.
After solidification is complete, the press mechanism piston moves downward, opening the mold. The mold is divided into two halves, and the cast product is removed from the mold.