HYDieCasting




High-Pressure Die Casting (HPDC) is a widely used manufacturing process for creating complex metal parts with precision and high dimensional accuracy. By injecting molten metal into a mold cavity at high pressure, HPDC enables the production of strong, durable components with excellent surface finishes. This article explores the key characteristics, advantages, and limitations of HPDC, along with detailed insights into the hot chamber and cold chamber processes. Whether working with low-melting-point alloys like zinc or high-melting-point metals like aluminum, HPDC is a versatile and efficient solution for modern manufacturing needs.
High-Pressure Die Casting (HPDC) is a manufacturing process where molten or semi-molten metal is injected at high speed into a steel mold cavity under high pressure. The metal solidifies inside the mold, producing a part with high dimensional accuracy and excellent surface finish.
HPDC has two standout characteristics: high pressure and high-speed mold filling. Typically, the injection pressure ranges from a few thousand to tens of thousands of kPa, sometimes reaching up to 200,000 kPa. The filling speed usually falls between 10 and 50 meters per second, and in some cases, it can exceed 100 meters per second. The entire mold-filling process is extremely fast, taking place in 0.01 to 0.2 seconds.
Compared to other casting methods, HPDC offers several advantages:
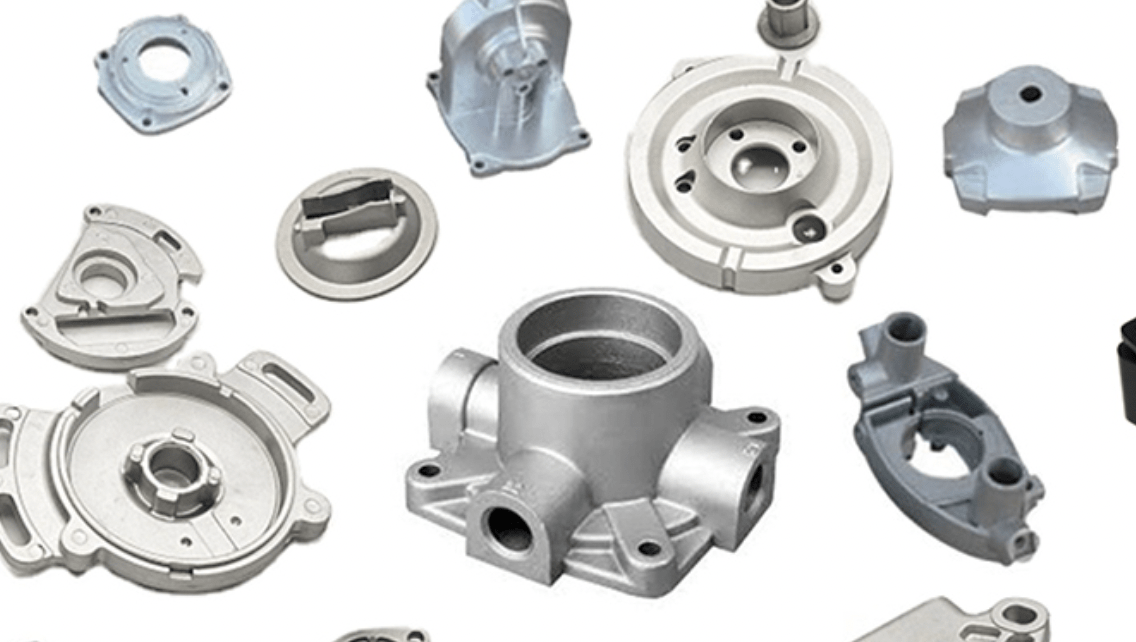
The casting achieves high dimensional precision (generally equivalent to Grade 6-7, and in some cases, Grade 4). The surface finish is also excellent, typically equivalent to Grades 5-8. Furthermore, HPDC parts have higher strength and hardness, with a 25-30% increase in strength over sand casting, though ductility may decrease by around 70%. The dimensional stability and interchangeability are exceptional. For instance, the thinnest zinc alloy die-cast parts can be as thin as 0.3 mm, while aluminum alloy parts can go down to 0.5 mm.
HPDC machines are capable of high output. For example, the domestic JⅢ3 cold-chamber machine can produce 600-700 castings in an 8-hour shift. Smaller hot-chamber machines can achieve 3,000-7,000 castings per shift. The long service life of die molds is another significant advantage, as they can last for hundreds of thousands or even millions of cycles.
Due to the high precision and smooth surfaces of die-cast parts, minimal machining is required, which increases metal utilization and reduces the need for extensive equipment and labor. Die casting is economical, particularly when complex components are produced in large volumes, reducing assembly time and material waste.
Despite its many advantages, HPDC also presents certain challenges:
There are two main types of die casting machines: hot-chamber and cold-chamber.
The hot chamber die casting process is designed for low melting point alloys such as zinc, magnesium, and tin alloys. One key feature of this process is the use of an integrated furnace within the die casting machine, which melts the metal before it is injected into the mold.
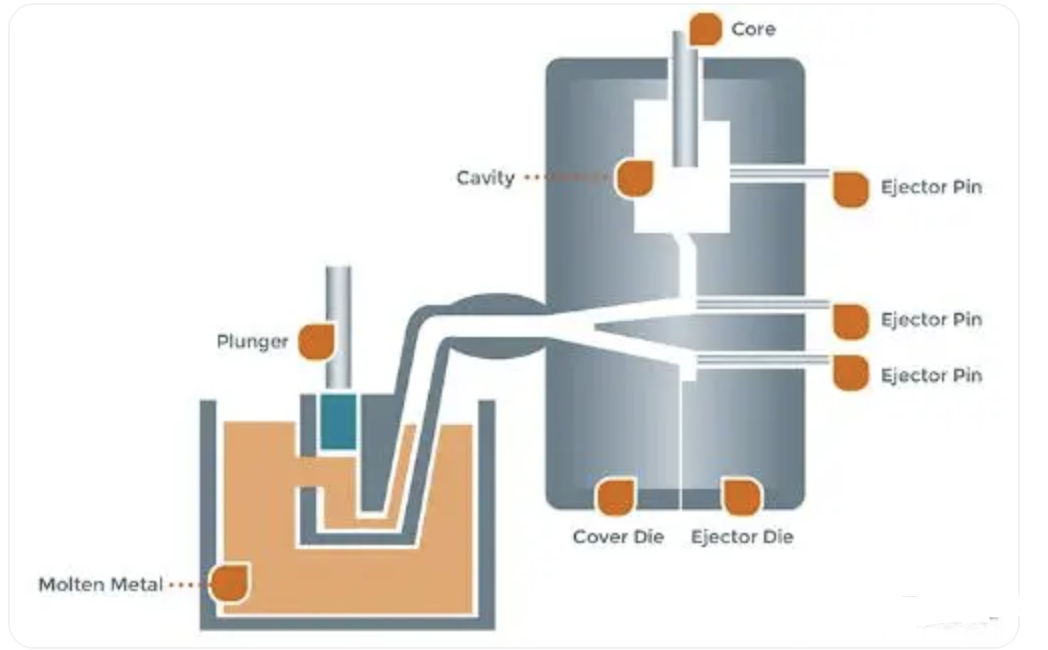
In the hot chamber machine, the molten metal is heated to the desired temperature and kept in an open holding pot. When the plunger is in the "up" position, the molten metal flows into the shot chamber through a gooseneck. As the hydraulic-powered plunger moves downward, it forces the molten metal under pressure (typically between 1,000 and 5,000 psi) through the gooseneck and into the die cavity.
The fixed half of the die, known as the cover die, is aligned with the gooseneck and mounted on a stationary platen. The movable half, called the ejector die, is attached to a moving platen that slides along tie bars. Once the die is closed, the moving platen presses the ejector die against the cover die with tremendous force to ensure the mold remains sealed during the injection of molten metal.
After the metal has been injected, the plunger remains in the down position to maintain pressure as the casting solidifies. Once solidified, the plunger retracts, the die opens, and the part is ejected from the mold using an ejection system, which includes ejector pins. The part is then either manually removed or automatically pushed off the cover die.
The cold chamber die casting process is specifically designed for alloys with high melting points, such as aluminum, brass, copper, and some magnesium alloys. Unlike hot chamber die casting, where the molten metal is directly pumped into the machine from an integrated furnace, cold chamber die casting requires an external furnace to melt the metal. The molten metal is manually or automatically ladled from the furnace into the shot chamber of the casting machine.
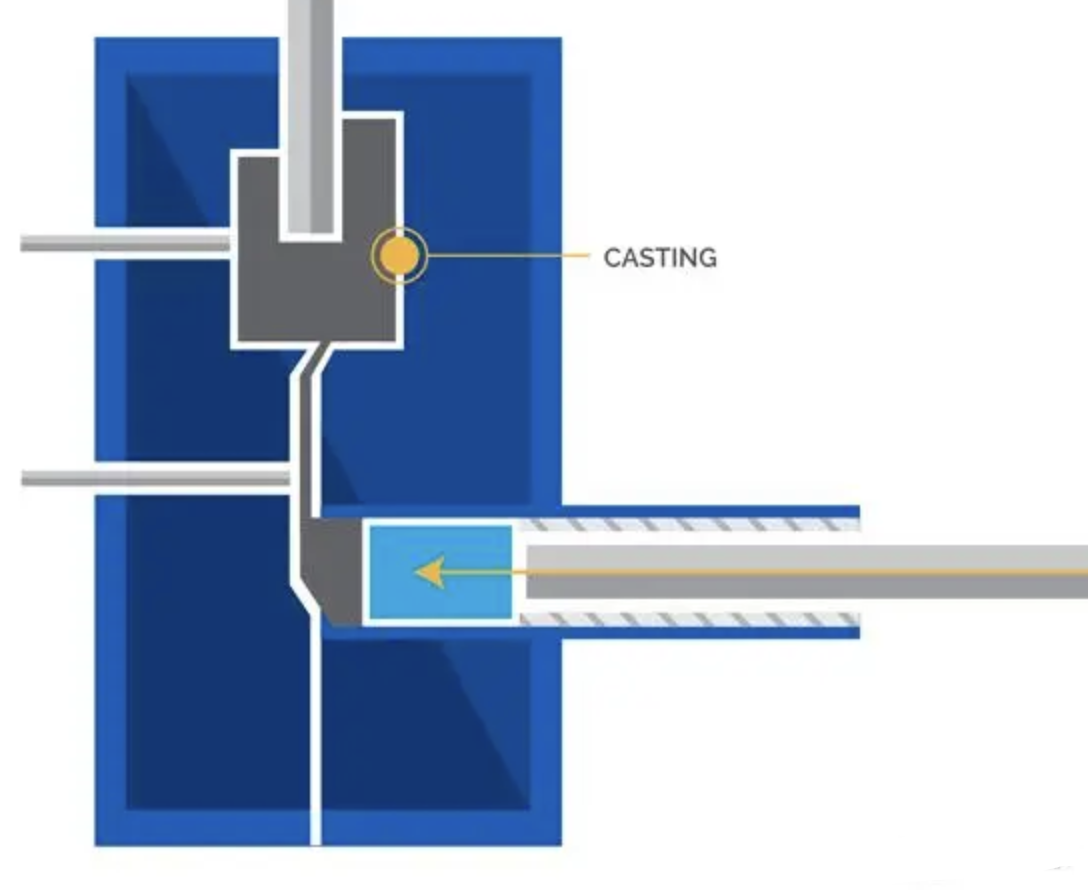
Once the molten metal is poured into the shot chamber through a pouring hole, a hydraulic-powered plunger pushes the metal at high pressures (ranging from 2,000 to 20,000 psi) into the mold cavity. The machine operates horizontally, and there is no gooseneck system, as used in the hot chamber process. Instead, the plunger directly injects the metal through the shot chamber into the die.
The cold chamber machine uses the same clamping system as the hot chamber, where the cover die is fixed on a stationary platen, and the ejector die is attached to a movable platen. However, the cover die in a cold chamber setup aligns directly with the shot chamber, without the need for a gooseneck or nozzle.
After the metal is injected into the mold, the plunger holds the pressure to ensure proper solidification. Once the casting has solidified, the plunger retracts, and the dies open. The part is then ejected using ejector pins.
While the cold chamber process includes an additional step of transferring the molten metal into the machine, making the cycle time longer than that of hot chamber die casting, it is necessary for working with high melting point metals, which cannot be handled by the hot chamber process. Cold chamber die casting is particularly suited for materials like aluminum, copper, steel, brass, and iron.
At HYDieCasting, we specialize in high-pressure die casting (HPDC), providing innovative and efficient casting solutions for a variety of industries. Our advanced technology and skilled team allow us to produce high-quality metal parts with precision and consistency.
Get in touch now for a consultation and customized quote by lily@huayin99.com! Let us help you achieve superior quality and efficiency in your manufacturing process.