HYDieCasting




Die casting is a highly efficient manufacturing process widely used to produce complex metal parts with high precision and smooth surface finishes. Despite its advantages, die casting is not without challenges. One of the most significant challenges faced in die casting is the occurrence of defects that can compromise the quality, strength, and appearance of the final product.
This article aims to provide a comprehensive understanding of die casting defects by categorizing them into internal and superficial defects. It will delve into the common defects that occur during die casting, discuss their causes, and offer practical solutions to mitigate or prevent these issues, ultimately ensuring higher quality production.
Internal Die Casting Defects refer to imperfections that occur within the body or interior of the casting rather than on its surface. These defects are not immediately visible from the outside and often require more sophisticated methods, such as X-ray inspection or destructive testing, to detect. Internal defects can compromise the structural integrity and performance of the final product, making their identification and prevention crucial in high-quality die casting operations.
Here are some common types of internal die casting defects:
Gas Porosity is a common defect in die casting characterized by small, spherical voids or bubbles within the casting. These voids are formed when gases (such as air, hydrogen, or steam) become trapped in the molten metal during the casting process and fail to escape before the metal solidifies. Gas porosity can weaken the casting, leading to reduced mechanical properties, and may cause the part to fail under stress.
Shrinkage Porosity is a type of defect that occurs in die casting when the molten metal shrinks as it cools and solidifies, leading to the formation of voids or cavities within the casting. Unlike gas porosity, which is caused by trapped gases, shrinkage porosity results from insufficient material filling during the solidification process.
Inclusions are foreign materials, such as oxides, slag, or other contaminants, that get trapped inside the casting. These non-metallic particles can create weak points within the casting, affecting its strength and durability. Inclusions are often caused by poor handling of the molten metal or inadequate filtering before the metal is poured into the mold.
Superficial Die Casting Defects are imperfections that occur on the surface of a die cast part. These defects affect the appearance and surface quality of the casting but generally do not impact the internal structure or mechanical properties of the part. While they may not compromise the overall functionality, they can still be significant, especially in applications where surface finish is critical, such as in automotive or consumer products.
Here are some common types of superficial die casting defects:
Flash in die casting is a defect where excess metal leaks out from the mold cavity along the parting line or ejector pin holes, forming a thin, irregular sheet on the casting's surface. It occurs due to factors such as excessive injection pressure, poor die alignment, high injection speed, high filling temperature, unclean parting surfaces, or insufficient clamping force. To prevent flash, adjust injection pressure, optimize processing parameters, maintain proper die alignment, and ensure regular mold maintenance and cleanliness.
Flow marks in die casting are visible stripes or lines on the surface of the part, differing in color from the base metal. They occur when the molten metal forms an incomplete layer while filling the mold, often due to low die temperature, low filling pressure, excess lubricant, or small cross-sectional areas. To prevent flow marks, increase die temperature, optimize injection speed and pressure, control lubricant use, and adjust mold design.
Blisters in die casting are surface defects that appear as raised bubbles, caused by trapped air or gases within the casting. This occurs when air is compressed during the casting process and becomes concentrated in high-pressure cavities due to turbulence and inadequate venting. If the component temperature is low, blisters may remain hidden, weakening the part; at higher temperatures, they become visible. To prevent blisters, optimize die casting parameters, improve venting, and reduce turbulence in the metal flow.
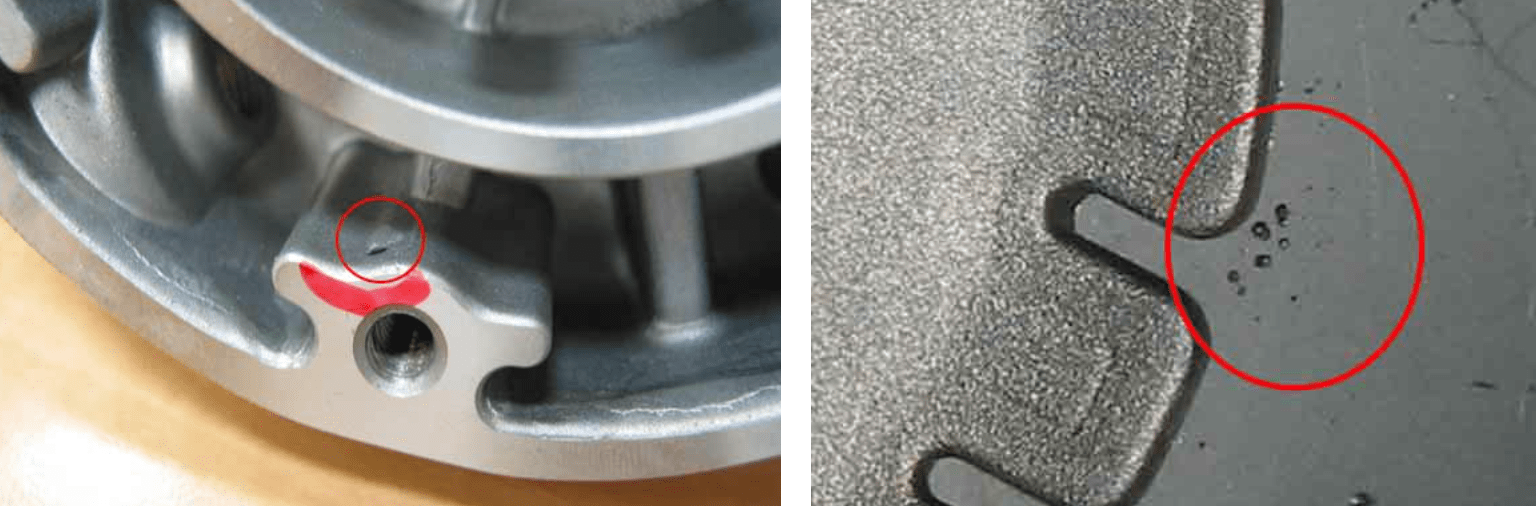
Cold shuts are narrow, irregular lines or seams on the surface of the casting, caused when two streams of molten metal meet but do not fully fuse, creating a weak spot. This defect typically arises from low metal temperature, slow injection speed, poor fluidity of the alloy, or an improperly designed gating system. To prevent cold shuts, increase the mold and molten metal temperatures, optimize the gating design, adjust the plunger speed, and ensure faster filling to avoid premature cooling. Visual inspections can help detect this defect before it compromises the part's integrity.
Drags and soldering are surface defects in die casting. Drags appear as strip-shaped scratches parallel to the die opening direction, often caused by damage to the die cavity, insufficient hardness or roughness, inadequate draft angles, or improper ejection. Soldering occurs when metal sticks abnormally to the die cavity, leading to excess or missing material on the part's surface. To prevent these defects, repair die surface damage, ensure proper hardness, optimize ejection mechanisms, use quality mold release agents, and control temperatures.

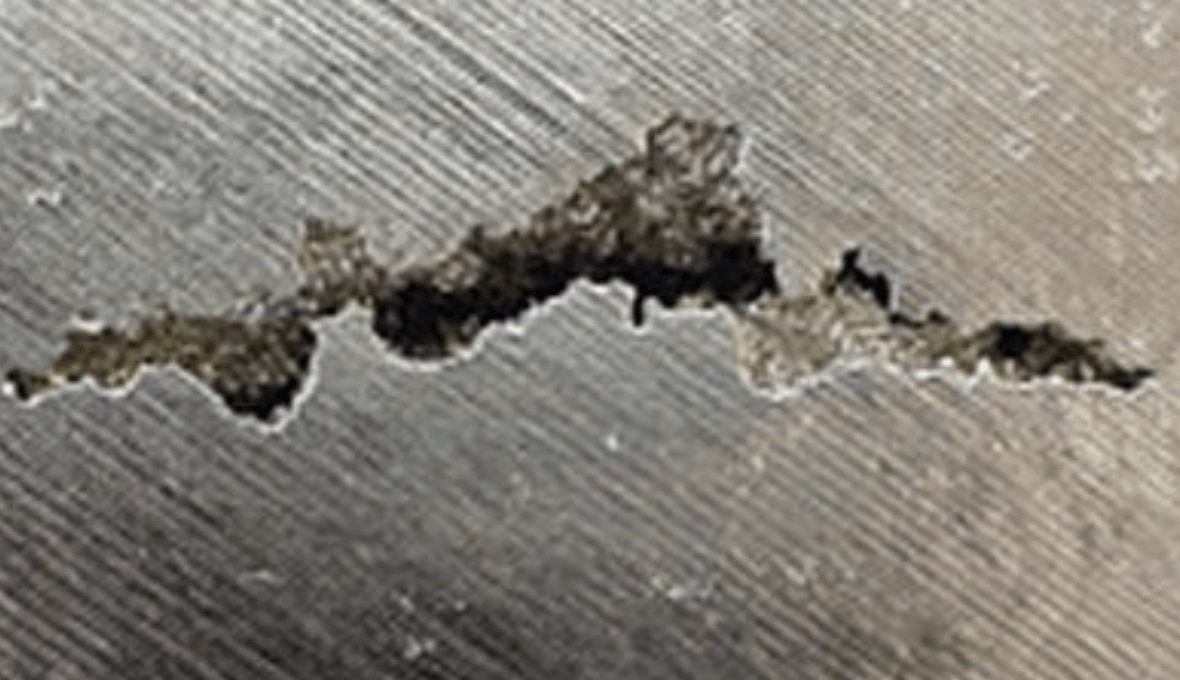
Cracks in die casting appear as linear or irregular patterns on the surface, often prone to extension under external forces. They can occur during cooling and solidification due to residual stress or from external forces during part ejection. Cracks are typically caused by improper alloy composition, non-uniform wall thickness, low die temperature, or unbalanced ejection. To prevent cracks, ensure correct alloy element content, optimize component structure for uniform wall thickness, balance the ejection process, and maintain appropriate die temperatures.
Deformation in die casting occurs when the final part's shape does not match the design drawing, either through overall or local distortion. This defect can result from poor casting structural design, premature mold opening leading to insufficient rigidity, an unreasonable ejection mechanism causing unbalanced ejection, drags during ejection, or improper gate removal. To prevent deformation, optimize the casting design for even shrinkage, adjust mold opening time to ensure adequate rigidity, use a balanced ejection mechanism with properly positioned pins, eliminate unfavorable demolding factors, and choose an appropriate gate removal method.
Short filling in die casting occurs when material is missing from certain areas of the casting surface, often due to poor fluidity of the molten metal alloy, low filling or die temperature, low injection pressure, or excessive use of mold release agents. Causes include gas entrapment, high back pressure, or a poorly designed gating system. To prevent short filling, select an appropriate metal alloy, increase filling and die temperatures, boost injection pressure and speed, and optimize the gating system design. Additionally, control the use of mold release agents and lubricants to minimize gas release.
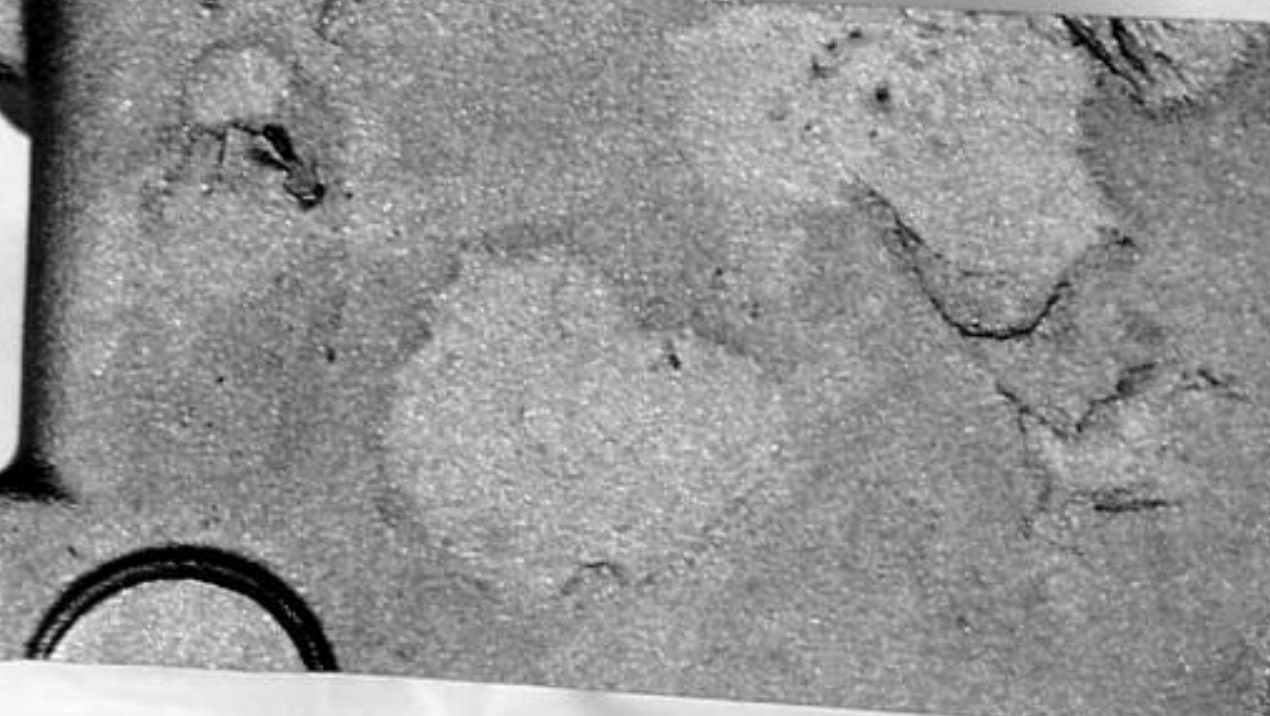
Network cracks, also known as turtle cracks, appear as hair- or net-like protrusions or depressions on the surface of die-cast parts, expanding with repeated casting cycles. These defects are caused by a rough die cavity, improper die material or heat treatment, high filling temperatures, uneven or insufficient preheating, and drastic temperature changes in the mold. To prevent network cracks, select appropriate mold materials and heat treatments, maintain even and sufficient preheating, control filling temperatures, and ensure the die cavity and gating system are regularly polished for optimal roughness. Proper cooling methods should also be employed to maintain thermal balance.

Sinks are depressions on the surface of die-cast parts, typically found in thick-walled areas. These defects occur due to uneven wall thickness, low injection pressure, partial overheating of the die, poor venting performance, and short pressure-holding times. To prevent sinks, optimize the casting design for even wall thickness, avoid localized overheating of the die, increase injection pressure, improve the venting performance of the die cavity, and extend the pressure-holding time to ensure proper feeding during solidification.
Preventing die casting defects requires a combination of good design practices, precise control of the casting process, and regular maintenance. Implementing these best practices can significantly improve the quality of die-cast parts and reduce the occurrence of defects.
At HYDieCasting, we specialize in helping manufacturers overcome the challenges of die casting defects. Our team of experts is dedicated to working closely with you to optimize your processes, ensuring consistent, high-quality results every time.
Contact us today to discover how HYDieCasting can partner with you to eliminate defects, reduce costs, and achieve superior die casting performance. Together, we can take your production quality to new heights.
